Приспособления CRAFTSMAN мод. 9-6677 и GENERAL Drill Grinding Attachment мод. 825
После успешной заточки свёрл диаметром от 6 до 20 мм я планировал перейти к проведению аналогичных мероприятий со свёрлами от 3 до 6 мм. Но не тут-то было! Конструкция требовала доработки. Поскольку вылет сверла, требуемый для правильной заточки, зависит от диаметра самого сверла, то при меньшем диаметре необходимо ближе пододвигать приспособление к абразивному кругу. При приближении стойки к заточному станку, основание стойки начинает упираться в защитный кожух. Тут придётся немного подумать, как доработать конструкцию. Пока буду работать над модернизацией, выложу ещё немного информации по этому приспособлению. В принципе, достойная штукенция, а, как оказалось, в Рунете информации практически нет. Все интернет магазины и форумы передрали «сухую» информацию друг у друга. Видеоролики, поясняющие работу, не раскрывают самое главное. Стал искать информацию на зарубежных сайтах. Нашел пару аналогов таких устройств. Все следы по этим приспособлениям тянуться в Америку.
Первый найденный экземпляр от компании Craftsman, модель 9-6677, второй General Drill Grinding Attachment, модель 825. Информацию о том, кто из них был основоположником данного устройства я так и не нашёл. Итак, по порядку:
Не зависимо от года выпуска, приспособление упаковывалось в картонную коробку. Это, вроде как, производитель GENERAL.

Вот само приспособление. Как можно заметить, в конфигурации приспособления ранних выпусков отсутствует гайка фиксации подачи винта.


Инструкция по пользованию данным приспособление печаталась на внутренней стороне крышки картонной коробки. Ниже фотка не полной инструкции, только рисунки.

Вот ещё одно исполнение картонной коробки в другом цвете и уже от CRAFTSMAN.

Полная инструкция. Изображение с внутренней части коробки.


Следующий эволюционирующий образец от CRAFTSMAM с гайкой фиксации подачи винта.

Шильдик приспособления

Далее следует стойка от GENERAL. На коробке гайка фиксации подачи винта отсутствует. А на самой стойке уже имеется.

Инструкция на внутренней части крышки коробки.

Стойка вид с двух сторон. На тыльной стороне имеется отливка DRILL GRINDER.


Шильдик приспособления.

Вот ещё один вариант картинок из инструкции по эксплуатации.

Продолжение следует ...
Комментарии
-
 Александр Валерьевич Ткачёв (Гость)
11 апреля 2020 / 23:49#1 (2246) Ссылка на это сообщение
Александр Валерьевич Ткачёв (Гость)
11 апреля 2020 / 23:49#1 (2246) Ссылка на это сообщение -
Где такую купить в России?
-
 vinserg
12 апреля 2020 / 00:48#2 (2247) Ссылка на это сообщение
vinserg
12 апреля 2020 / 00:48#2 (2247) Ссылка на это сообщение -
Здравствуйте ?
-
Вячеслав (Гость)
28 апреля 2020 / 15:55#3 (2268) Ссылка на это сообщение
-
В РФ дорого очень продают. Доставка их США тоже дорого. Около 3300 стоит
Кто найдёт дешевле 2500, сообщите. -
vinserg
28 апреля 2020 / 16:19#4 (2269) Ссылка на это сообщение
-
Согласен! Цена, что та, что та неадекватная. Если что найдём, то обязательно сообщим.
-
Игорь (Гость)
1 мая 2020 / 23:54#5 (2273) Ссылка на это сообщение
-
Я купил и получил посылку из Италии буквально на днях... Искал долго. Ищите на eBay продавца с ником ridewill-shop-it и у него ищите товар под названием "drill grinding attachement - code BGS3200 BGS workshop". Он продаёт по цене 23,40 евро (сегодня это 1 906,14 руб.) и ПЛЮС доставка 19,90 евро (1 621,04 руб.). Итого 3527,18 руб. Качество отличнейшее! Ни единого люфта! Это стОит потраченных денег! И доставка оказалась прямо на дом (экспресс-почта FedEx). Другие аналогичные устройства по более низкой цене в интернете есть, но имеют СТОЛЬКО отрицательных отзывов, что жалко тратить на это деньги... Чуть позже сделаю фотки и направлю автору сайта, чтобы выложил у себя для всех желающих посмотреть и воспользоваться моим опытом...
-
Игорь (Гость)
2 мая 2020 / 00:37#6 (2275) Ссылка на это сообщение
-
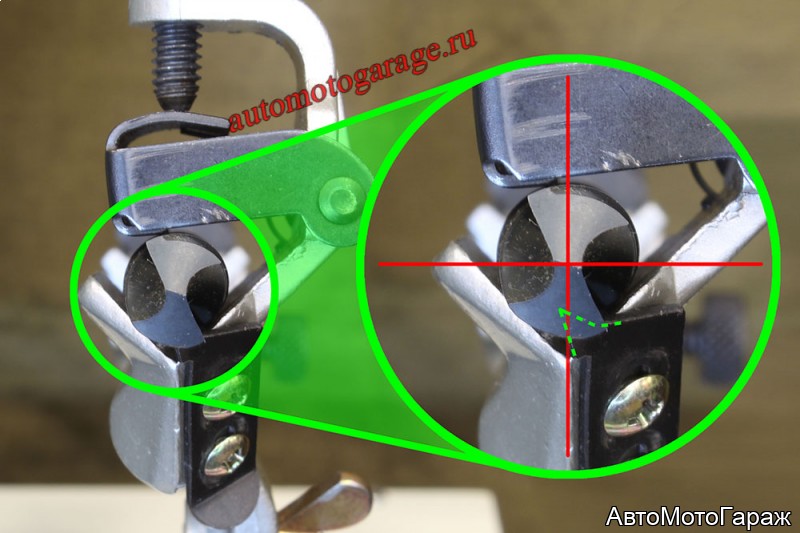
 Меня очень интересует вопрос ориентации сверла в желобе. При выдвинутом упоре, когда он упирается в спираль сверла, я могу поворотом сверла влево или вправо заставить это сверло скользить канавкой спирали по этому упору. И, соответственно, регулировать положение поперечной режущей кромки (см. термин 1.26 по ГОСТ Р 50427-92) и связанной с ней "линией от наружного уголка к соответствующему уголку поперечной режущей кромки" (см. термин 1.44 по ГОСТ Р 50427-92) по отношению к горизонту (см.рисунок), после чего мне остаётся подтянуть и зафиксировать регулировочный винт устройства. То есть мне ничего не мешает повернуть сверло на любой нужный мне угол. И я никак не не могу понять, почему на левой части рисунка (Fig.4) эта линия строго вертикальна, а на правой части рисунка (Fig.5) не вертикальна, но при этом поперечная режущая кромка НЕ ГОРИЗОНТАЛЬНА! Почему? Мне кажется, что для заточки поперечная режущая кромка должна быть строго горизонтальна, ведь она - ось симметрии при "качании" устройством при заточке вправо и влево, разве нет?
Меня очень интересует вопрос ориентации сверла в желобе. При выдвинутом упоре, когда он упирается в спираль сверла, я могу поворотом сверла влево или вправо заставить это сверло скользить канавкой спирали по этому упору. И, соответственно, регулировать положение поперечной режущей кромки (см. термин 1.26 по ГОСТ Р 50427-92) и связанной с ней "линией от наружного уголка к соответствующему уголку поперечной режущей кромки" (см. термин 1.44 по ГОСТ Р 50427-92) по отношению к горизонту (см.рисунок), после чего мне остаётся подтянуть и зафиксировать регулировочный винт устройства. То есть мне ничего не мешает повернуть сверло на любой нужный мне угол. И я никак не не могу понять, почему на левой части рисунка (Fig.4) эта линия строго вертикальна, а на правой части рисунка (Fig.5) не вертикальна, но при этом поперечная режущая кромка НЕ ГОРИЗОНТАЛЬНА! Почему? Мне кажется, что для заточки поперечная режущая кромка должна быть строго горизонтальна, ведь она - ось симметрии при "качании" устройством при заточке вправо и влево, разве нет? -
vinserg
2 мая 2020 / 04:20#7 (2276) Ссылка на это сообщение
-
 Было бы интересно почитать о приобретении. Думаю, многим будет это познавательно. Цена сравнима с теми экземплярами, которые продают у нас (только придётся поездить и поискать), но по качеству продаваемых приспособлений сказать сложно. То, что устройство стоит потраченных денег, абсолютно согласен. И это несмотря на то, что нам пришлось доработать изделие RISS, писали об этом тут: https://automotogarage.ru/equipment/metalworking/riss/modernization/
Было бы интересно почитать о приобретении. Думаю, многим будет это познавательно. Цена сравнима с теми экземплярами, которые продают у нас (только придётся поездить и поискать), но по качеству продаваемых приспособлений сказать сложно. То, что устройство стоит потраченных денег, абсолютно согласен. И это несмотря на то, что нам пришлось доработать изделие RISS, писали об этом тут: https://automotogarage.ru/equipment/metalworking/riss/modernization/
Если приспособление оригинальное, то действительно удачное приобретение во всех отношениях.
У нас было много свёрл от 6 до 25 миллиметров, которые были затуплены или каким-то образом повреждены. Три года назад мы их все переточили и с покупкой данного режущего расходного материала вопрос был закрыт. Изредка бывает на барахолке какое-нибудь большое сверло (типа этого:
https://automotogarage.ru/equipment/metalworking/extreme_drill/ ) для коллекции приобретём, а так потребности более нет. По крайней мере теперь любое сверло можно поправить и снова его в дело.
Теперь к вопросам:
- почему на левой части рисунка (Fig.4) эта линия строго вертикальна, а на правой части рисунка (Fig.5) не вертикальна, но при этом поперечная режущая кромка НЕ ГОРИЗОНТАЛЬНА! Почему?
- мы тоже задавались данным вопросом, однозначного ответа у нас нет. Кто этих буржуев из наших понимает!? Они то кошек в микроволновках сушат, то сами в лондромат лезут чтобы себя простирнуть … ) вот и пишут сами себе напоминалки. По нашему мнению, на Fig.4 приведена информация о допустимом угле перемычки (об этом мы краем упоминаем в статье Приспособление для заточки сверл - инструкция), а изображение просто пространственное, без привязки к положению. Fig.5 это правильное положение сверла в приспособлении.
- мне кажется, что для заточки поперечная режущая кромка должна быть строго горизонтальна, ведь она - ось симметрии при "качании" устройством при заточке вправо и влево, разве нет?
- это не так, потому что ось вращения – качания имеет небольшой наклон, таким образом она формирует правильный задний угол и одновременно угол самой перемычки. Это отчётливо будет видно на практике. Пока на удалёнке, думаем, нужно будет снять видеоролик как мы точим. Подробно о заточке писали в этой статье: https://automotogarage.ru/equipment/metalworking/riss/adaptation_drill_manual/ -
Александр (Гость)
22 февраля 2024 / 12:44#8 (2586) Ссылка на это сообщение
-
Всем привет.
На каком расстоянии должен находиться центр поворота приспособы? От этого зависит затыловка.