Правка и заточка цепи на станке BG60016
Обзор, устройство, сборка и установка станка были приведены в статье Заточной станок для пильных цепей BG60016.
В этой статье будет описана непосредственно работа на станке. И так, станок установлен и закреплён на верстаке. Далее подключаем станок к сети питания 220 вольт, и проверяем работу заточного камня на холостом ходу. Данная операция необходима для того чтобы перед началом работ выявить какие-либо в нештатные ситуации.
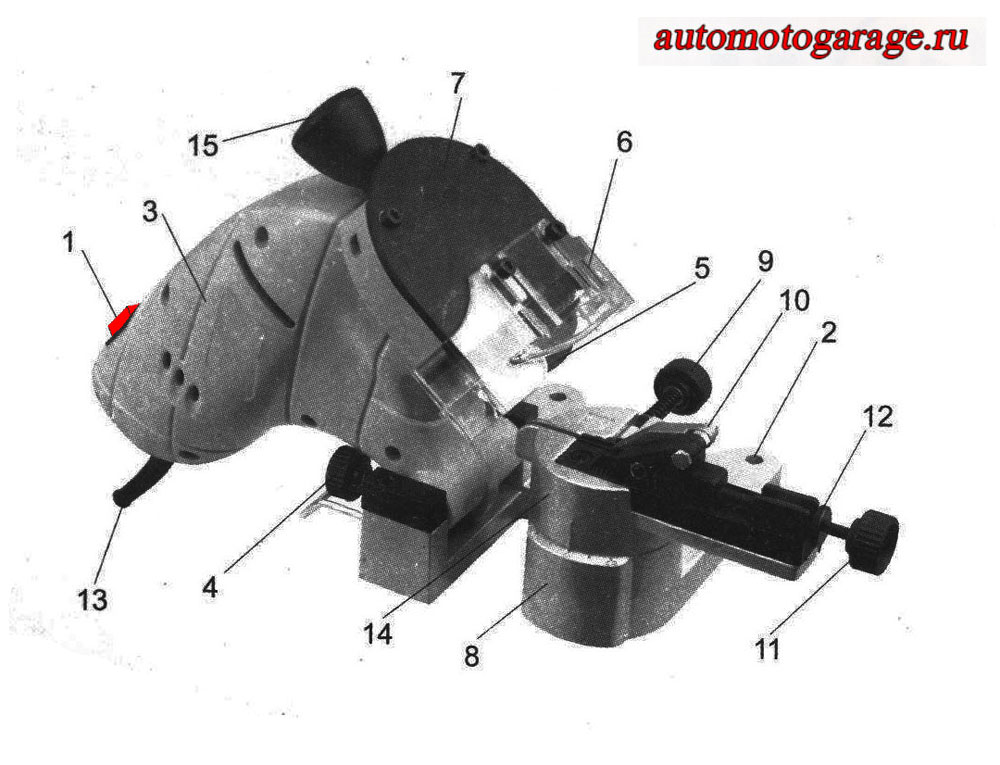
Органы управления заточным станком:
|
Детали и органы управления:
|
|
Установка пильной цепи в заточной станок.
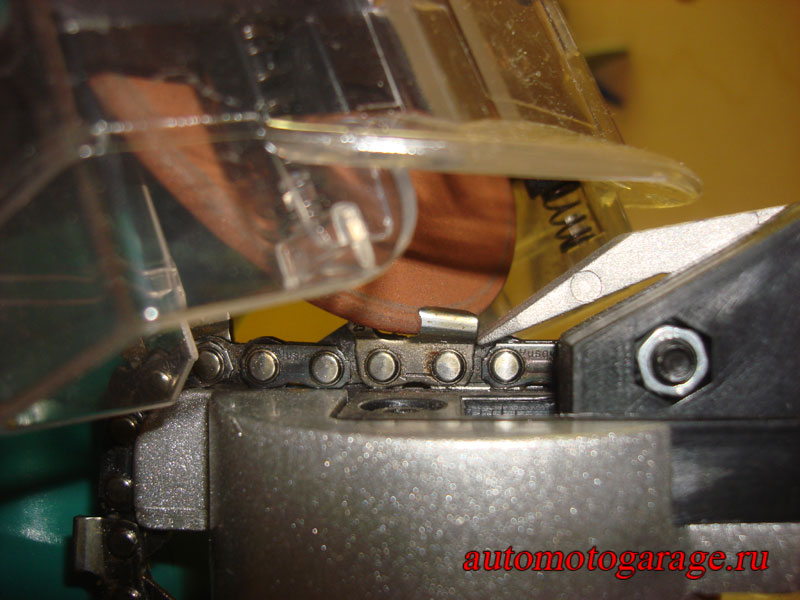
Перед тем как установить цепь в станок необходимо ослабить винт [9] регулировки зажима цепи. Далее уложить цепь в направляющий паз поворотного столика станка.

Цепь устанавливается так, чтобы режущие звенья цепи были направлены в сторону заточного камня:


Настройка угла заточки.
После того как цепь уложена, выставляем угол заточки режущего звена. Угол заточки выставляется в соответствии с рекомендациями к затачиваемой цепи. Стандартный угол режущего звена составляет 30 градусов, большинство производителей цепей используют именно его (угол режущего звена цепи зависит от поставленной задачи, под каждую конкретную задачу выпускается своя цепь с соответствующими характеристиками, эти характеристики получены экспериментальным способом и являются оптимальными). Станок позволяет выставлять фиксированные углы: – 30, – 15, 0, 15 и 30 градусов. При необходимости можно доработать станок (нанести на станину поворотного столика дополнительные риски с необходимыми углами для заточки, в дальнейшем планирую).Если угол заточки режущего звена цепи выбран (исходя из рекомендаций) 30 градусов, то он должен варьироваться от -30 до +30 градусов (т.е. необходимо сохранять значение величины угла, изменяя при этом только знак с положительного на отрицательный). Знак – или + зависит от того какой резец затачиваем левосторонний или правосторонний.




Заточка.
Итак цепь установлена в станке под нужным углом. Далее нужно определиться по какой схеме будет выполняться заточка цепи:
Последовательная заточка. В процессе выполнения работ последовательно затачивается каждый резец. При этом по завершению заточки или правки каждого резца необходимо менять угол заточки с положительного на отрицательный (или наоборот, взависимости с какого резца начать). Перед началом выполнения работы необходимо пометить резец с которого начата заточки или правка.
Заточка каждого второго резца. В этом случае вначале затачиваем все левосторонние (правосторонние) резцы, потом меняем полярность и затачиваем все правосторонние (левосторонние) резцы. Таким образом, получается, что затачивается каждый второй резец пильной цепи, при этом сохраняем полярность и значение величины угла заточки. Полярность угла заточки меняем только один раз, (не считая первоначальный момент настройки необходимого угла заточки) когда переходим от заточки правосторонних резцов к левосторонним. Этот вариант более предпочтительней, т.к. отсутствует необходимость каждый раз переключать угол заточки резца. Скорость выполнения работы намного выше за счет уменьшения количества манипуляций. Перед началом выполнения работы необходимо пометить резец, с которого начата заточки или правка.
Далее, исходя из практики заточки цепи выявлено две методики непосредственной заточки режущего звена, первая по инструкции, вторая методика получена опытным путём - экспериментальная.
По инструкции (данный пункт инструкции подвергся редактированию, т.к. там написана полная ахинея):
Перед включением питания станка, медленно нажимая на рукоятку [15] до конца вниз, фиксируем нужную глубину заточки при помощи ограничительного винта [4]. Когда глубина заточки определена, выставляем резец под заточной камень (прицеливаемся) так, чтобы заточка была оптимальной (т.е. не допустить перетачивание или исключить недотачивание), затем надежно зафиксируем цепь при помощи винта [9] регулировки зажима цепи. Закрываем захват [10]. Фиксируем положение захвата цепи ручкой подачи цепи [11] и гайкой [12]. Включаем питание клавишей [1]. И медленно нажимая на рукоятку [15] до конца вниз, точим. В конце заточки режущей части зуба цепи, абразивный диск прижимаем книзу слегка. Повторяем процедуру фиксирования звена цепи и заточки для каждого резца. При непосредственной заточке резца винты [4], [9] должны оставаться плотно зажатыми до тех пор, пока рукоятка [15] не возвращена в исходное положение.
Недостатком вышеуказанной методики является то , что приходиться долго «прицеливаться» чтоб не сточить лишнего, потом зажимать звено, и всё равно, даже если хорошо прицелиться заточной диск снимает немного больше чем надо либо меньше. Так же каждый раз перед прицеливанием необходимо выключать питание станка, а после его заново включать. Путём ряда экспериментов удалось для себя определить идеальную методику заточки цепи, которая сочетает в себе быстроту выполнения операции и высокое качество заточки режущего звена.
Экспериментальная методика заточки (рациональная):
Весь смысл данной методики заточки заключается в том, чтобы контролировать подачу резца во время заточки, тем самым предотвратить его перетачивание или исключить недотачивание. И так, цепь установлена в станке под нужным углом. Используем схему заточки каждого второго резца (см. выше). Далее …, а на этом этапе начинается расхождение с инструкцией. При помощи винта [9] зажимаем цепь так чтобы она не болталось в направляющем пазу поворотного столика станка, но чтоб при этом её можно было бы при помощи захвата [10] и путём вращения ручки подачи цепи [11] подавать в перёд. Как только с этом моментом определились, необходимо зафиксировать глубину заточки резца при помощи ограничительного винта [4]:
Включаем питание станка, и в перёд, точим!


И ещё при использовании данной методики отсутствует необходимость в постоянном передёргивании питания заточного станка, когда начинаем затачивать следующий по очереди резец.
Примечание (относится к любой методике заточки):
Следует избегать слишком глубокую заточку звена цепи, так как это может снизить прочность звена, и как следствие сокращение срока службы цепи. При заточке необходимо ориентироваться надо на длину самого затупившегося зубца. По завершению работы по заточке резцов, длины всех верхних граней режущих звеньев должны быть одинаковыми (или приблизительно одинаковыми).
Каждое режущее звено имеет ограничитель глубины, регулирующее глубину проникновения зубца цепи внутрь древесины. После того как все резцы заточены (и левосторонние и правосторонние), нужно по шаблону сточить ограничительный зуб (если это необходимо).
Стачивание зуба-ограничителя.
Наложить шаблон для зуба-ограничителя и по необходимости, используя плоский напильник сточить зуб-ограничитель до уровня шаблона.
Шаблон может имееть два положения:
Н «hard» (твердый) для твердой породы дерева;
S «soft» (мягкий) для мягкой породы дерева.
Если стачивать зуб-ограничитель без контроля, то можно «запилить» его слишком низко. В таком случае цепь будет «сгрызать» много дерева, а это в свою очередь приведёт к увеличению риска отдачи, усилению вибрации, ухудшении точности пиления и снижению ресурса инструмента.
И в завершении.
По итогам всех работ, цепь продуть сжатым воздухом и проложить не некоторое время в подходящую ёмкость с чистым маслом. Время «замачивания» цепи в масле каждый определяет для себя сам, моя схема такова: если нужно продолжать работу срочно этой же цепью (что бывает редко), то на пять минут, если время терпит, то на весь день.
Комментарии
-
 Павел (Гость)
6 августа 2011 / 23:35#1 (349) Ссылка на это сообщение
Павел (Гость)
6 августа 2011 / 23:35#1 (349) Ссылка на это сообщение -
Хорошая статья, спасибо.
-
Денис (Гость)
1 октября 2011 / 18:48#2 (379) Ссылка на это сообщение
-
Скажите пожалуйста .А какая толщина круга нужна для цепи .325 1,3мм
-
 vinserg
1 октября 2011 / 22:58#3 (380) Ссылка на это сообщение
vinserg
1 октября 2011 / 22:58#3 (380) Ссылка на это сообщение -
Ниже характеристики для большинства типов цепей пильных цепей:
Наружный диаметр круга – 100 мм;
Внутренний (посадочный) диаметр – 10 мм;
Толщина – 3,2 мм. -
Костя (Гость)
1 ноября 2011 / 12:26#4 (414) Ссылка на это сообщение
-
Статья помогла, спасибо
-
ВОЛОДЯ (Гость)
19 марта 2012 / 04:41#5 (546) Ссылка на это сообщение
-
Подскажите пожалуйста. Где можно приобрести выше указанные круги?
-
влаимир (Гость)
23 ноября 2012 / 19:38#6 (700) Ссылка на это сообщение
-
все делаю по первому способу на цепи сверху загусеницы цепьне пилит
-
влаимир (Гость)
23 ноября 2012 / 19:45#7 (701) Ссылка на это сообщение
-
все делаю по первому способу на цепи сверху загусеницы цепьне пилит подскажите что делать
-
Stalker (Гость)
23 ноября 2012 / 21:25#8 (702) Ссылка на это сообщение
-
Уважаемый Владимир, из вашего сообшения вооообще ни чего не понятно! Ни знаков припенания, ... да и слова то толком не разобрать!? Так вам ни кто не поможет... Удачи! Завсегдатый автомотогаражник
-
Алексей (Гость)
19 декабря 2012 / 14:44#9 (715) Ссылка на это сообщение
-
Подскажите пожалуйста. Где можно приобрести шаблон для заточки зуба ограничителя. Не могу найти.
-
Аноним (Гость)
12 февраля 2013 / 22:27#10 (768) Ссылка на это сообщение
-
ДЛЯ ФИРМЕННЫХ ЦЕПЕЙ OREGON и STIHL с шагом 0,325 станки с такой конструкцией маятника негодятся-при первой же заточке снимаете ограничивающий зуб
-
vinserg
13 февраля 2013 / 06:51#11 (769) Ссылка на это сообщение
-
И откуда такой вывод? Они что, одноразовые?
-
сергей большой (Гость)
7 апреля 2013 / 21:36#12 (789) Ссылка на это сообщение
-
отлично расписано.http://automotogarage.ru/images/smiles/nice.gif
-
Дмитрий (Гость)
2 декабря 2013 / 14:23#13 (923) Ссылка на это сообщение
-
Спасибо мужик! Ты мне очень помог.Лучше тебя по ходу, мне так подробно не наодном форуме не обьяснили бы.
-
Дмитрий (Гость)
2 декабря 2013 / 14:31#14 (924) Ссылка на это сообщение
-
Лекцию твою помещу в закладки,при случии перечитаю и другим дам почитать.Чорошия инструкция!!!
-
vinserg
2 декабря 2013 / 19:04#15 (927) Ссылка на это сообщение
-
Ок! Спасибо!
-
вячеслав (Гость)
8 марта 2015 / 21:11#16 (1215) Ссылка на это сообщение
-
заточку произвожу на станке Калибр очень удобно. В отличии от напильника точно выдерживается угол заточкию.
-
Александр (Гость)
9 июля 2015 / 00:01#17 (1248) Ссылка на это сообщение
-
Зачем новую и после заточки оставлять в масле?
У меня две пилы Штиль 230 и Хусварна 142 и обе уводит влево при пилении.цепи точу на Калибровском станке. не могу разобраться почему уводит? -
vinserg
22 июля 2015 / 19:40#18 (1257) Ссылка на это сообщение
-
Почему в масле, сложно сказать ☺ кашу маслом не испортишь. А если серьёзно, то пилишь цепь сменил (бросил на траву, дожь заморосил и тд) в сумку пихнул, а через неделю она колом ... если уводит на двух пилах - не правильная заточка цепи.
-
Аноним (Гость)
28 февраля 2022 / 16:57#19 (2469) Ссылка на это сообщение
-
Классная статья.
-
vinserg
28 февраля 2022 / 17:01#20 (2470) Ссылка на это сообщение
-
Спасибо!!!